



主要特(tè)點
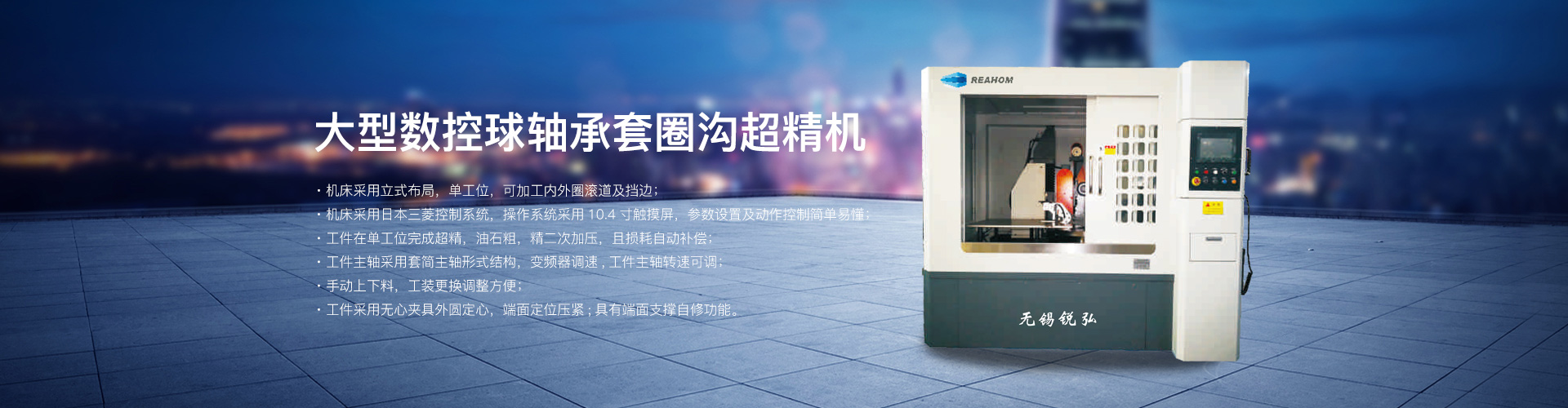
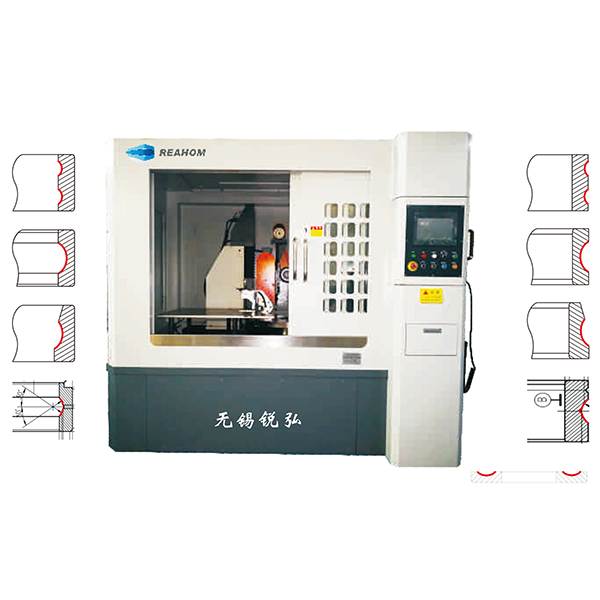
機床采用立式布局,單工位,可加工球軸承內外套圈溝(gōu)道;
機床采(cǎi)用日本三菱控製(zhì)係(xì)統,操(cāo)作係統采用10.4寸觸(chù)摸屏,參數設置及動作(zuò)控製簡單易懂;
超精頭擺動角度轉換由伺服電機通過調整過渡軸與振蕩軸之間的距離來實現;
伺(sì)服控製擺頭拖板進退和擺頭高(gāo)低(dī)位置,實現定位滾道回轉中心;
工件在單工位完成超精,油石粗,精二次加(jiā)壓,且損耗自動(dòng)補(bǔ)償(cháng);
工件主軸采用套筒主軸(zhóu)形(xíng)式結構,變(biàn)頻器調速,工(gōng)件主(zhǔ)軸轉速可(kě)調;
手動上下料,工裝更(gèng)換(huàn)調整方便;
工件采用無心夾具外圓定心,端麵定位壓緊(jǐn);
具有端麵支撐自修功能。
主要技術(shù)參數






